
ภาษา
ค้นหาผลิตภัณฑ์
ภาษา
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

ข่าวบริษัท
DMAIC - อำนวยความสะดวกในการปรับปรุงคุณภาพชิ้นส่วนเครื่องจักรอย่างต่อเนื่อง
2025-09-19ด้วยการปฏิบัติตามนโยบายคุณภาพและปรัชญาการบริหารจัดการของบริษัทที่ว่า "ตอบสนองตนเอง ตอบสนองลูกค้า ซื่อสัตย์และไว้วางใจได้ และมุ่งมั่นเพื่อความเป็นเลิศ" เราจึงให้บริการลูกค้าด้วยผลิตภัณฑ์ที่มีต้นทุนประสิทธิผลสูงกว่าและมีคุณภาพมีเสถียรภาพมากขึ้นอย่างต่อเนื่อง เมื่อเร็วๆ นี้ ในโรงงานตัดเฉือน มีปรากฏการณ์ที่ขนาดหลักหรือพิกัดความเผื่อทางเรขาคณิตของกระบวนการหลักบางกระบวนการไม่เสถียรหลังการประมวลผล และไม่เป็นไปตามข้อกำหนดการควบคุม 6 - Sigma ฝ่ายบริหารของบริษัทให้ความสำคัญอย่างยิ่งกับสิ่งนี้ และได้ส่งเสริมการประชุมเชิงปฏิบัติการเพื่อจัดตั้งคณะทำงานด้านการปรับปรุงคุณภาพการประชุมเชิงปฏิบัติการ คณะทำงานนี้ประกอบด้วยผู้นำจากแผนกที่เกี่ยวข้อง วิศวกรที่เกี่ยวข้อง ผู้นำทีม และพนักงานฝ่ายผลิตระดับแนวหน้า ด้วยการใช้วิธี DMAIC ของการปรับปรุง 6 - Sigma จึงมีการเปิดตัวแคมเปญการปรับปรุงคุณภาพที่ครอบคลุม กิจกรรมการปรับปรุงต่างๆ เช่น การตรวจสอบประวัติ การรวบรวมข้อมูล การสรุปปัญหา การวิเคราะห์สาเหตุ และการกำหนดมาตรการการปรับปรุงระยะสั้นและระยะยาว ทำให้งานปรับปรุงคุณภาพได้รับการดำเนินการอย่างเต็มที่ กิจกรรมการปรับปรุงนี้ได้เพิ่มความสามารถเชิงปฏิบัติของผู้จัดการและพนักงานระดับรากหญ้าอย่างครอบคลุมในการทำความเข้าใจ ประยุกต์ใช้ และส่งเสริมเครื่องมือการปรับปรุง 6 - Sigma ในลักษณะคู่ขนาน ช่วยลดความแปรผันและความผันผวนของคุณลักษณะด้านคุณภาพของชิ้นส่วนเครื่องจักร ซึ่งจะช่วยปรับปรุงคุณภาพการผลิตโดยรวมของมอเตอร์ และช่วยให้ลูกค้าได้รับผลิตภัณฑ์ที่มีคุณภาพดีขึ้น
กระบวนการปรับปรุง DMAIC ประกอบด้วยห้าขั้นตอน: กำหนด วัด วิเคราะห์ ปรับปรุง และควบคุม ห้าขั้นตอนนี้ถือเป็นวิธีการปรับปรุงคุณภาพกระบวนการเต็มรูปแบบ และแต่ละขั้นตอนประกอบด้วยขั้นตอนการทำงานหลายขั้นตอน ต่อไปนี้เป็นคำอธิบายโดยย่อของการปรับปรุงปัญหาที่ว่าความร่วมแกนของห้องแบริ่งด้านหน้าและด้านหลังและการเบี่ยงเบนของหน้าส่วนท้ายของชุดประกอบไม่เสถียรหลังจากการประกอบฐานเครื่องจักรที่รองรับสองชั้นและชุดประกอบห้องแบริ่ง:
01 กำหนด
สมาชิกที่เกี่ยวข้องในทีมจัดการประชุมการปรับปรุงคุณภาพเป็นพิเศษ และใช้การระดมความคิดเพื่อกำหนดเป้าหมายการปรับปรุงของทีม:
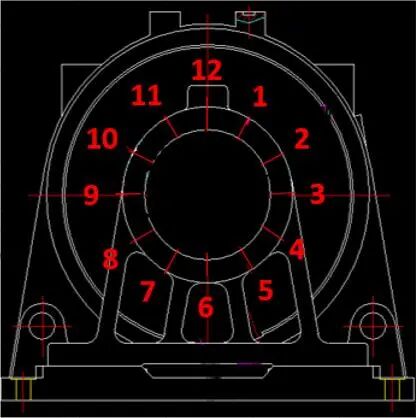
• ก) ปัญหา: ความร่วมแกนของรูด้านในที่กลึงละเอียดของที่นั่งลูกปืนของชุดฐานเครื่องจักรที่รองรับสองชั้นนั้นไม่เสถียร หลังการประกอบ จะทำให้การส่ายของห้องแบริ่งของฐานเครื่องจักรทั้งหมดเกินพิกัดความเผื่อ ซึ่งไม่เป็นไปตามข้อกำหนดการวาด
• b) เป้าหมายการปรับปรุง: อัตราข้อบกพร่องน้อยกว่า 200 PPM และความเบี่ยงเบนหนีศูนย์ของห้องแบริ่งน้อยกว่า 0.05 มม.

02 การวัด
ทีมปรับปรุงได้ออกแบบตารางคุณภาพซึ่งส่งผลต่อพารามิเตอร์ที่เกี่ยวข้องกับกระบวนการตัดเฉือน ตามตารางนี้ ผู้ปฏิบัติงานของกระบวนการที่เกี่ยวข้องรวบรวมข้อมูล รวมถึงกระบวนการและการสลายตัวของกระบวนการ การตั้งค่าพารามิเตอร์การตัด การตั้งค่าพารามิเตอร์หลักของเครื่องมือและอุปกรณ์ติดตั้ง การตั้งค่าตำแหน่งและแรงจับยึด และพารามิเตอร์อื่น ๆ ที่เกี่ยวข้อง หลังจากการรวบรวมข้อมูลเสร็จสิ้น แผนภูมิเรดาร์จะถูกนำมาใช้เพื่อประเมินประสิทธิภาพของระบบการวัดในปัจจุบันตามวัตถุประสงค์
• ก. กำหนดพารามิเตอร์การประเมินผล
การใช้แผนภาพก้างปลาสาเหตุและผลกระทบสำหรับการระดมความคิด จัดทำรายการสาเหตุที่เป็นไปได้ - ปัจจัยที่มีอิทธิพลต่อใน 5M2E (คน เครื่องจักร วัสดุ วิธีการ การวัด สิ่งแวดล้อม พลังงาน) และรวบรวมข้อมูลต้นฉบับในรูปแบบของรายการ ตัวอย่างเช่น ความสัมพันธ์ระหว่างแรงจับยึดและการเสียรูป ความสัมพันธ์ระหว่างความเร็วของเครื่องมือกลกับการตั้งค่าพารามิเตอร์การตัด และพารามิเตอร์ความแม่นยำของเครื่องมือกล
• ข. รวบรวมข้อมูล
หลังจากยืนยันคุณลักษณะด้านคุณภาพที่สำคัญและตัวแปรเอาต์พุตของกระบวนการหลักแล้ว ให้ค้นหาตัวแปรอินพุตของกระบวนการหลัก วิศวกรกระบวนการแนะนำพนักงานในการรวบรวมข้อมูล
• ค. ประเมินข้อมูลที่วัดได้
ขึ้นอยู่กับแหล่งข้อมูลที่รวบรวมจากตัวแปรกระบวนการหลัก ให้คำนวณข้อมูลทางสถิติ เช่น ค่าเฉลี่ย ความแปรปรวน และส่วนเบี่ยงเบนมาตรฐาน วาดแผนภูมิพาเรโต แผนภูมิควบคุม X/R หรือแผนภูมิเรดาร์เพื่อการวิเคราะห์เพิ่มเติม ตัวอย่างเช่น จากแผนภูมิเรดาร์ข้อมูล เราจะเห็นว่าการเบี่ยงเบนของรูด้านในของที่นั่งลูกปืนของชุดฐานเครื่องจักรนั้นเกิดจากการเสียรูปของรูด้านในของที่นั่งลูกปืน จากข้อสรุปนี้เราสามารถวิเคราะห์สาเหตุได้ในลักษณะที่ตรงเป้าหมาย
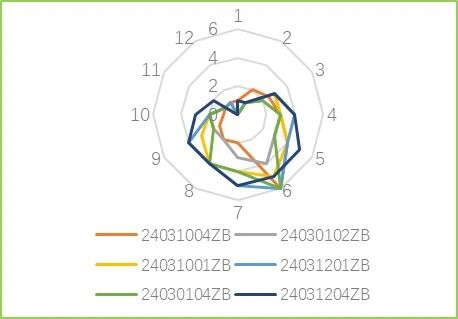
03 วิเคราะห์
ทีมงานใช้เครื่องมือวิเคราะห์ เช่น PFMEA (โหมดความล้มเหลวของกระบวนการและการวิเคราะห์ผลกระทบ) และแผนภาพก้างปลา เพื่อทำการวิเคราะห์สาเหตุเชิงลึกกับข้อมูลที่รวบรวมและค้นหาสาเหตุที่แท้จริง ซึ่งรวมถึงการระบุการกระจายของข้อมูล แนวโน้มการเปลี่ยนแปลง การระบุค่าผิดปกติ การวิเคราะห์ความสัมพันธ์ระหว่างตัวแปรกระบวนการ และการระบุสาเหตุที่แท้จริงของปัญหาที่อาจเกิดขึ้น ด้วยการสร้างการเชื่อมโยงระหว่างปัญหาและสาเหตุ ทีมงานสามารถสร้างความเข้าใจอย่างลึกซึ้งเกี่ยวกับธรรมชาติของปัญหา และวางรากฐานสำหรับการกำหนดแนวทางแก้ไขที่มีประสิทธิภาพ ตัวอย่างเช่น จากการวิเคราะห์แผนภูมิเรดาร์ของข้อมูลการเบี่ยงเบนหนีศูนย์ของรูด้านในของที่นั่งตลับลูกปืน เราสามารถสรุปได้ว่าสาเหตุของปัญหานี้รวมถึงอิทธิพลของความแข็งแกร่งของการตัดเฉือนและแรงเหวี่ยงของการตัดเฉือนที่มีต่อค่าเบี่ยงเบนมาตรฐาน ตามหลักการของ DOE (การออกแบบการทดลอง) แผนการปรับปรุงได้รับการออกแบบเพื่อตรวจสอบว่าสมมติฐานของสาเหตุนั้นถูกต้องหรือไม่ จากนั้นจึงพบสาเหตุที่แท้จริง
04 ปรับปรุง
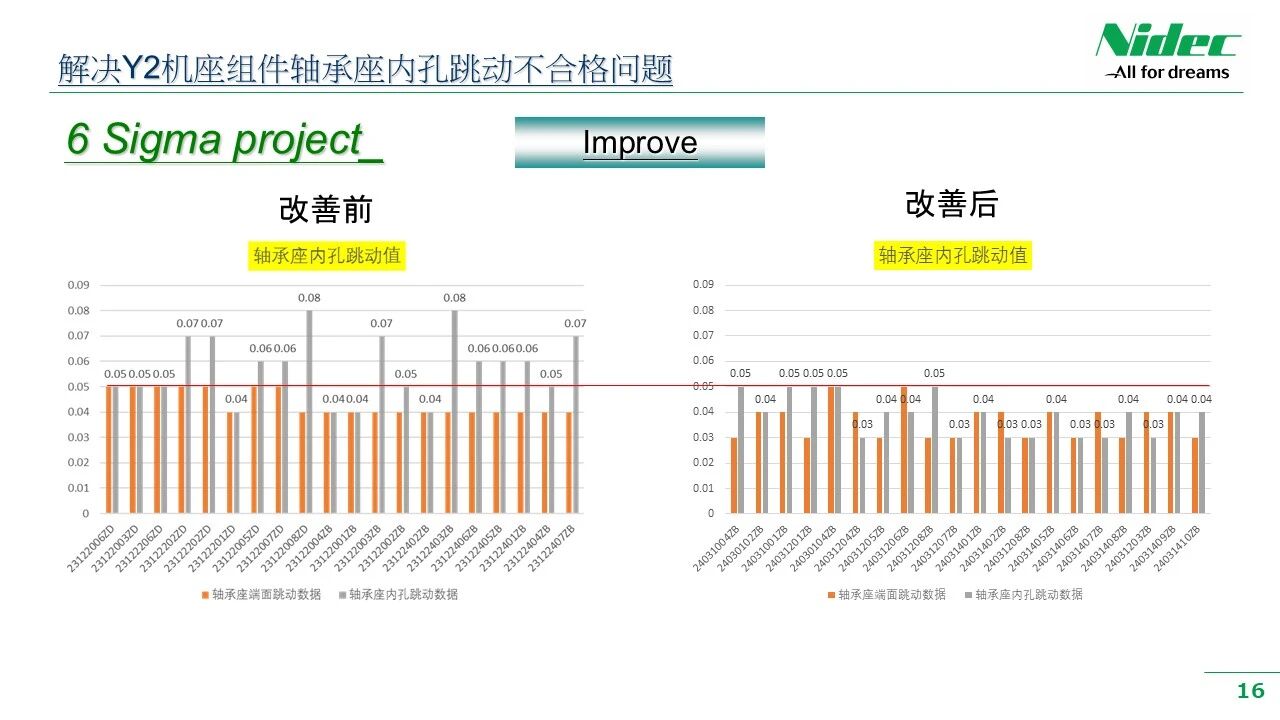
จากผลการวิเคราะห์และการตรวจสอบ ทีมงานจะนำเสนอและดำเนินการแก้ไขปัญหาที่ตรงเป้าหมาย ซึ่งอาจเกี่ยวข้องกับการเพิ่มประสิทธิภาพกระบวนการ การอัพเกรดเทคโนโลยี การปรับปรุงการปฏิบัติงาน และด้านอื่นๆ สิ่งสำคัญคือทีมงานจำเป็นต้องตรวจสอบประสิทธิภาพของโซลูชันเพื่อให้แน่ใจว่าจะสามารถสร้างผลลัพธ์ที่คาดหวังในการดำเนินงานจริงได้ เมื่อการตรวจสอบเสร็จสิ้น ทีมงานจะอัปเดตคำอธิบายกระบวนการและวิธีการดำเนินการเพื่อให้แน่ใจว่าโซลูชันใหม่ ๆ สามารถสร้างมาตรฐานได้ และผลการปรับปรุงสามารถส่งเสริมได้ตลอดกระบวนการตัดเฉือน ตัวอย่างเช่น เมื่อแก้ไขปัญหาการรันเอาท์ของการประกอบฐานเครื่องจักรซีรีส์ Y2 ทีมงานของเราเสนอวิธีแก้ปัญหาแบบกำหนดเป้าหมายตามผลลัพธ์ที่วิเคราะห์ในขั้นตอนการวิเคราะห์ โซลูชันเหล่านี้ประกอบด้วยการเพิ่มจุดรองรับที่ตำแหน่งแบบแขวนของเบาะนั่งแบริ่ง การเพิ่มแผ่นเหล็กที่ส่วนฐานของเครื่องจักรเพื่อเพิ่มความแข็งแกร่ง และเพิ่มน้ำหนักถ่วงตรงข้ามกับฐานของฐานเครื่องจักร จากนั้น การตรวจสอบการประมวลผลแบบทดลองได้ดำเนินการทีละรายการเพื่อยืนยันว่าข้อมูลการตรวจสอบการประมวลผลเป็นไปตามเป้าหมายที่คาดหวังของทีม และในที่สุดก็พบวิธีแก้ปัญหาที่มีประสิทธิภาพ

05 การควบคุม
ขั้นตอนการควบคุมคือจุดเชื่อมโยงสุดท้ายของวิธี DMAIC และยังเป็นกุญแจสำคัญในการรับรองความยั่งยืนของผลลัพธ์การปรับปรุง ในขั้นตอนนี้ ทีมงานจะกำหนดและดำเนินการตามแผนควบคุม รวมถึงการตรวจสอบกระบวนการ การจัดการที่ผิดปกติ และการปรับปรุงอย่างต่อเนื่อง ด้วยการตรวจสอบประสิทธิภาพของกระบวนการอย่างสม่ำเสมอและปรับกลยุทธ์การควบคุม ทีมงานสามารถมั่นใจได้ว่ากระบวนการอยู่ในสถานะควบคุมอยู่เสมอและป้องกันไม่ให้ปัญหาเกิดขึ้นอีก
ด้วยการประยุกต์ใช้เครื่องมือปรับปรุง Six Sigma DMAIC โดยเฉพาะในทีมปรับปรุงหลายทีมของเวิร์กช็อปการตัดเฉือน ทำให้พนักงานทุกคนตระหนักรู้และความสามารถในทางปฏิบัติในการใช้เครื่องมือนี้อย่างต่อเนื่องเพื่อปรับปรุงคุณภาพกระบวนการได้รับการปรับปรุง โดยได้กระตุ้นนวัตกรรมและการปรับปรุงความมีชีวิตชีวาของพนักงานทุกคนในเวิร์กช็อป ส่งเสริมการประยุกต์ใช้วิธี DMAIC อย่างครอบคลุมและเชิงลึกในโครงการปรับปรุงในอนาคต เพิ่มความสามารถของพนักงานทุกคนในเวิร์กช็อปการตัดเฉือนอย่างมากในการวิเคราะห์และแก้ไขปัญหาความผิดปกติของคุณภาพ และทำให้พนักงานค้นพบความสนุกสนานในการเรียนรู้ ฝึกฝน และเพลิดเพลินกับผลลัพธ์การปรับปรุงในกระบวนการปรับปรุง
คำแนะนำข่าวสาร

พบกับ “นิ” | ส่วนประกอบลิฟต์ของ Nideco เปิดตัวครั้งแรกในงานนิทรรศการลิฟต์นานาชาติแห่งประเทศจีนปี 2026
2026-06-20
Nidecลิฟต์ส่วนประกอบGuangde Co., Ltd. เปิดตัวอย่างยิ่งใหญ่ เสริมศักยภาพการอัพเกรดการผลิตอัจฉริยะระดับโลกสำหรับส่วนประกอบหลักของลิฟต์
2026-06-20
โอกาสใหม่บนเส้นทางสายไหม: สำรวจตลาดลิฟต์ของคาซัคสถาน
2026-06-20
โซลูชันการปรับปรุงเครื่องจักรแบบบางพิเศษของ Nidec
2026-03-21
ขดลวดฟันเดี่ยวแบบโมดูลาร์สำหรับสเตเตอร์ กำหนดมาตรฐานใหม่สำหรับการผลิตที่มีประสิทธิภาพสูง
2026-03-02